Alvos Móveis
PolyWorks® ajuda a preservar a produção da usina elétrica da GE
A Extreme Fab Inc. é uma fabricante de metal estrutural que conta com as ferramentas e habilidades para a construção das máquinas de grande porte de que as indústrias petroleiras, de gás, de energia e de caminhões precisam. Um dos seus principais clientes é a GE Aero Energy. A GE Aero Energy proporciona, a empresas e a comunidades do mundo todo, a capacidade de gerar energia confiável e eficiente, no ponto de uso ou próximo dele, a qualquer momento – dentro ou fora da rede.

Usando uma grande variedade de combustíveis, a turbina aeroderivada LMS100 FlexAero da GE Aero Energy gera até 100 megawatts de eletricidade, em uma eficiência de conversão de 44%. Feita para uma implementação e instalação rápida em áreas isoladas, como vilas remotas, locais de perfuração ou áreas de desastre, essa excepcional turbina é uma usina elétrica compacta. O pacote LMS100 inclui turbo, turbina e compressor a gás, todos armados e pré-montados. Para fazer essa sofisticada peça de engenharia, utiliza-se um skid grande e de alta precisão.
Quando se trata de skids para a GE Aero Energy, a Extreme Fab conta com a Dimensional Engineering, uma parceira que proporciona serviços de captação, engenharia e análise de dados digitais 3D, a fim de lidar com os desafios de projeto e produção em diversas indústrias e aplicações.
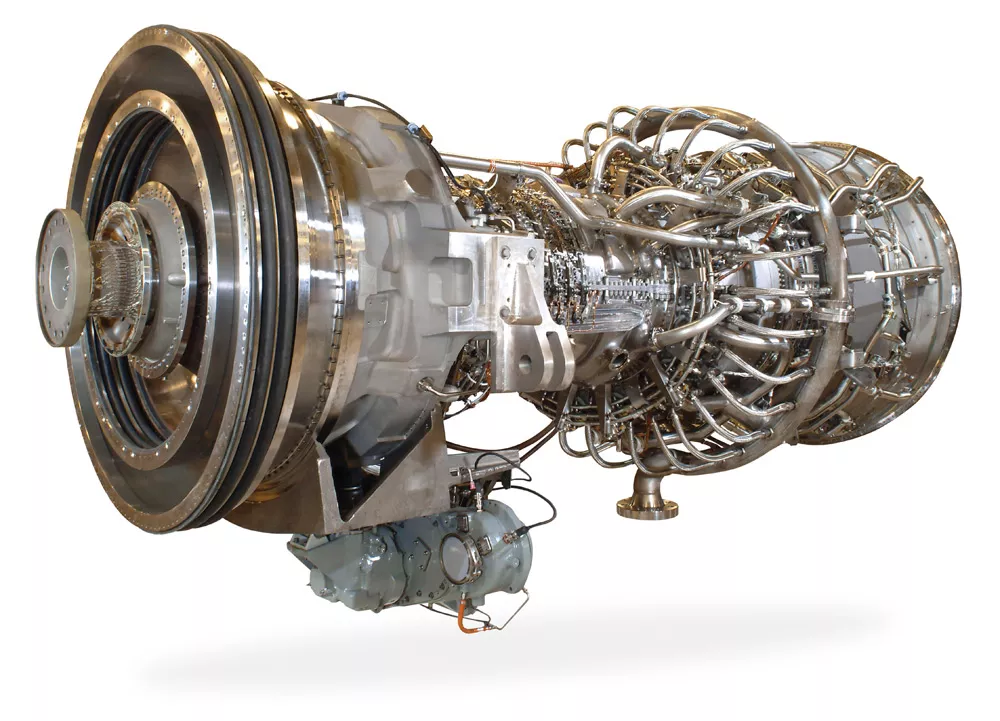
A turbina a gás aeroderivada LMS100 gera até 100 megawatts de eletricidade.

Reprodução de skid de 60 x 25 pés usinado com precisão. Superfícies sustentadoras (verdes) são usinadas a um nivelamento de +/- 0,002".
“O envio do skid custa milhares de dólares; se ele tiver que voltar à Extreme Fab para que o trabalho seja refeito, muitos milhares de dólares serão gastos só em custos de transporte".

Maquinistas fazem ajustes no sistema de usinagem de campo de uma tonelada.
O desafio
Medindo 60 pés por 25 pés, o skid LMS100 possui superfícies sustentadoras precisamente usinadas e furos de montagem. O mínimo desvio na usinagem pode diminuir a eficácia operacional, a produção de energia e a vida útil da usina elétrica. De acordo com William Bonner, Diretor-Gerente da Dimensional Engineering, "os blocos de montagem requerem um nivelamento de +/- 0,002" e elevações mantidas a +/- 0,005", por todos os 60 pés de comprimento do skid".
Fazer uma usinagem de tamanha precisão em um grande objeto não é uma tarefa fácil, mas, no skid, isso é ainda mais desafiador. "Essa coisa se move; nunca fica estática", disse Bonner. Sistemas de usinagem de campo pesando uma tonelada são sobrepostos ao skid enquanto os cortes precisos são feitos. "Toda vez que você coloca a fresa no skid, ela se flexiona devido ao peso da fresa, que não é distribuído uniformemente".
Durante o projeto de 10 dias, de 12 horas diárias, os mecânicos realocam o equipamento, fazendo com que os blocos de montagem se ergam, caiam, torçam e virem.
A expansão térmica também é um fator que complica mais as condições. Com variações consideráveis de temperatura de até 50°F (10°C) em um período de 24 horas, o skid se expande e se contrai durante o dia. "O papel da Dimensional Engineering é controlar a configuração e estabelecer os ângulos e profundidades do cortador, para que, assim, a Extreme Fab possa atingir a precisão que a GE exige", disse Bonner.
Se o skid chegar à GE e não tiver as especificações exigidas, haverá consequências gravíssimas. “O envio do skid custa milhares de dólares; se ele tiver que voltar à Extreme Fab para que o trabalho seja refeito, muitos milhares de dólares serão gastos só com custos de transporte", Bonner explica. Se refazer o trabalho impacta a programação da produção, a não conformidade pode também resultar em perdas financeiras significativas.
A solução
Com cada movimento da máquina, antes de cada corte e após cada operação, a Dimensional Engineering passa à Extreme Fab medidas precisas de colocação da fresa, posição do cortador e posição da peça a usinar relativa ao estado estático e em repouso do skid. Sem esse controle de medição, as especificações da GE seriam difíceis, senão impossíveis, de serem cumpridas.
Bonner disse que suas ferramentas preferidas são os laser tracker da FARO e o software PolyWorks|Inspector™ da InnovMetric. "Usamos os laser tracker para conseguir medidas precisas e o PolyWorks estuda e gerencia os dados coletados para direcionar o projeto em constante mudança", declarou Bonner.
A equipe de Bonner, composta de duas pessoas, inicia o trabalho com um alinhamento básico do skid em seu estado em repouso. Com 50 pontos de referência soldados à peça a usinar, o laser tracker mede as entidades geométricas dos datums do skid e o PolyWorks® é utilizado para criar um sistema universal de coordenadas. Em seguida, o PolyWorks é empregado para estabelecer múltiplos sistemas de coordenadas locais, que permitem que a equipe isole o movimento em um único bloco de montagem enquanto mantém contato completo com o skid.
"Se não pudéssemos controlar as medidas considerando o reposicionamento do tracker, haveria grandes problemas".
Após reposicionar e nivelar a fresa, a equipe de Bonner mede o skid e a posição do cortador para gerar pontos exatos que os mecânicos usam para programar a profundidade e ângulo do corte. Quando a operação estiver completa, as medições são feitas outra vez para verificar o corte antes de realizar outro passo.
Uma vez que o skid muda com a temperatura, a equipe da Dimensional Engineering processa todos os dados de medição utilizando as funcionalidades dinâmicas de Compensação de Temperatura que o PolyWorks oferece. Este ajuste, combinado com a localização exata da entidade geométrica, permite que os mecânicos programem caminhos do cortador relativos ao skid em uma condição de temperatura estável, em vez da posição atual e dinâmica.
Devido ao tamanho do skid e as considerações da linha de visão, os laser trackers são reposicionados várias vezes durante os 10 dias de projeto. Esse fato introduz mais uma variável à operação de usinagem. Para garantir que todas as medidas são precisas em relação a todas as posições do tracker, a equipe de Bonner usa dispositivo de movimento em tempo real do PolyWorks. Como Bonner afirma, "Se não pudéssemos controlar as medidas considerando o reposicionamento do tracker, haveria grandes problemas".
Para concluir um projeto, uma inspeção final é realizada para confirmar que o skid cumpre com as especificações da GE. "Validamos e certificamos cada medição, tanto durante o projeto quanto antes do envio", conclui Bonner.
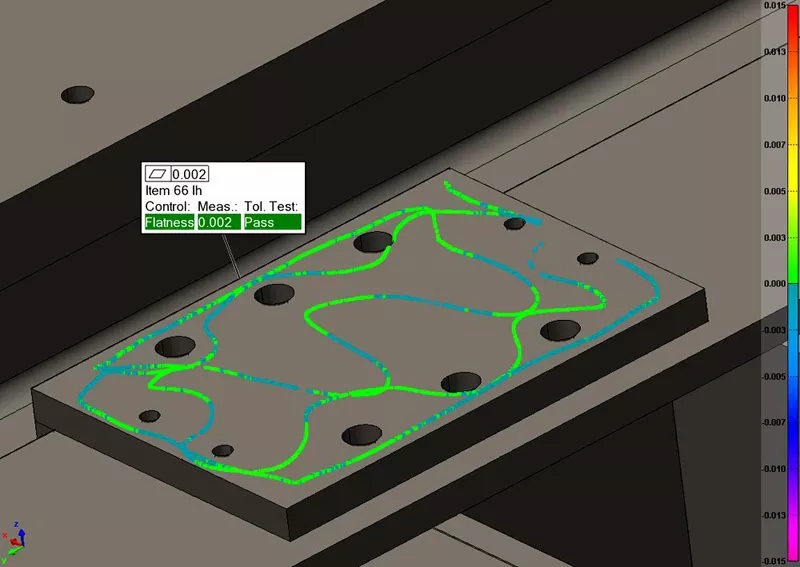
Os resultados da inspeção final confirmam o nivelamento em uma superfície de montagem.

O skid concluído é preparado para ser transportado à GE.
Os benefícios
“Sem o uso do laser tracker e do software PolyWorks|Inspector, não teríamos como chegar a tal nível de exatidão e precisão, pelo menos não de um modo quantificável", disse Bonner. "Fazemos essa operação há seis anos e já trabalhamos em mais de 50 skids. Nenhum deles teve que ser devolvido para que fizéssemos reajustes." Nesses seis anos, a Dimensional Engineering teve somente dois relatórios de não conformidade (NCRs): um foi a respeito de um furo fora de especificação e o outro por especificações conflitantes nos desenhos do skid.
A Dimensional Engineering aplica o mesmo processo e ferramentas a outros projetos de grande escala, incluindo componentes auxiliares para o pacote LMS100, como o resfriador intermediário. "As técnicas de skid são utilizadas para posicionar dois trilhos de montagem do radiador de 50 pés enquanto eles estão sendo soldados, 120 furos na flange de montagem do radiador e paralelismo nas flanges de admissão e flanges de saída", explica Bonner. "Sem as medidas de precisão que obtemos do laser tracker da FARO e do PolyWorks, o radiador não caberia no resfriador intermediário e este não se assentaria adequadamente na turbina LMS100".
Com o PolyWorks, a Dimensional Engineering torna os pontos móveis administráveis e a usinagem em grande escala previsível.